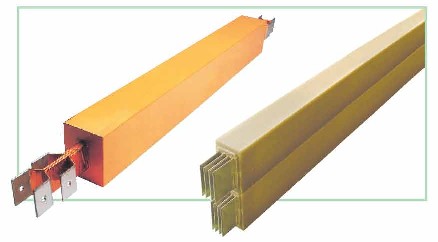




1、海北母线槽公司介绍铜母线焊接场所允许环境温度5℃以上,保护气体为氩气,铜母线焊丝选择HS201纯铜焊丝,添加气焊熔剂CJ301,焊前用无水乙醇(酒精)将CJ301调成糊状后刷于焊件坡口表面。
2、将焊丝加热,粘CJ301后,进行施焊,焊接工艺参数选择,手工钨极氩弧焊均采用直流正极性,电焊机应性能良好、电流调节灵活、操作方便。
3、铜母线预热方式选用电加热和火焰加热,应尽量避免拘束条件下进行焊接,严格控制施焊过程中层间温度,并以小摆幅、小线能量焊接。加强中间检查工序,如:定位焊后、焊缝层间及全部焊完后,都要进行检查,严格按焊接工艺要求进行,方能保证焊接质量
4、母线槽公司介绍焊缝进行点固焊,长度不得少于10mm,点固数量应均匀分布,点固数量不少于3点,厚度>4mm焊接应选用多层多道焊工艺,焊接时由于温度高所产生黑斑应及时清理干净,层间清理应选用不锈钢丝刷进行。
合正电气是海北海北桥架,海北海北电缆海北桥架,海北电缆桥架生产厂家,电缆桥架细分为托盘桥架、海北网格海北桥架、槽式桥架、梯式桥架,组合式及大跨距钢制桥架和有机阻燃无机防火系列桥架等几大类,欢迎来电洽谈。